

联系我们

当前位置:
聊城 松润金属材料有限公司 >
贵州本地新闻中心
【不锈钢焊管不锈钢型材现货充裕】
更新时间:2024-12-25 18:00:11 浏览次数:23 公司名称:聊城 松润金属材料有限公司
以下是:【不锈钢焊管不锈钢型材现货充裕】的产品参数
| 最小起订 | 10 |
|---|---|
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 松润 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 质量认证 | 已认证 |
以下是:【不锈钢焊管不锈钢型材现货充裕】的图文视频



【不锈钢焊管不锈钢型材现货充裕】,松润金属材料有限公司为您提供【不锈钢焊管不锈钢型材现货充裕】,联系人:李松,电话:0635-4650536、18063577345,QQ:565836924,请联系松润金属材料有限公司,发货地:聊城经济开发区汇通钢材市场A-113-7发货到贵州省 贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市。 贵州省 贵州,简称“黔”或“贵”,是中华人民共和国省级行政区,省会贵阳市。北接四川省和重庆市,东毗湖南省、南邻广西壮族自治区、西连云南省。境内地势西高东低,自中部向北、东、南三面倾斜,素有“八山一水一分田”之说,属亚热带季风气候。全省总面积17.62万平方千米,共有6个地级市、3个自治州,截至2022年末,贵州省常住人口3856万人。
【不锈钢焊管不锈钢型材现货充裕】产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:【不锈钢焊管不锈钢型材现货充裕】的图文介绍
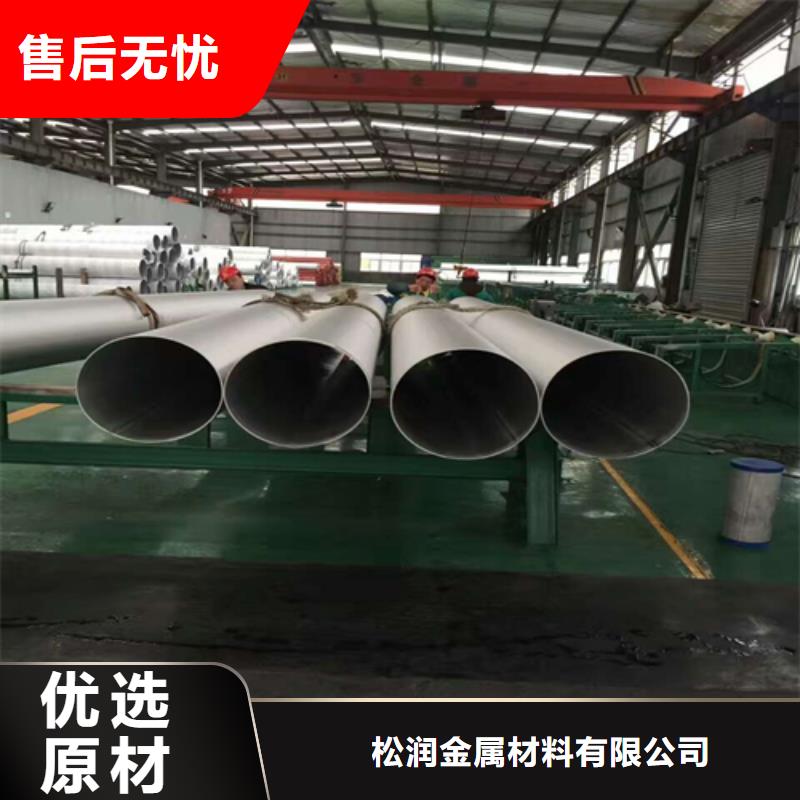
松润金属材料有限公司在建立现代企业制度的基础上,建立了一套完善的人事管理、生产管理、质量管理、财务管理、营销管理、信息管理等综合管理体系。公司研发中心拥有雄厚的科技力量和强大的科研实力,汇聚海内外专家学者进行科研攻关。 公司 贵州大口径薄壁管生产基地拥有国际技术水平的生产环境的生产设备, 以及正在完善适合公司发展、适应市场需求的运营模式。在这个充满机遇挑战的新的历史时期,公司将以市场为导向,以人才为根本,以技术为支撑,以资本为纽带,打造一个实力雄厚、核心竞争力强大的国际化企业。在这里,我们将用信念、追求和执着开启新的航程,乘风破浪,勇往直前,驶向我们的理想和目标。


贵州松润金属材料有限公司专业生产销售各种材质规格贵州不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管?产中常见的问题
原料质量好坏是保证不锈钢焊管质量的关键,因此,凡是进?的原料在使?之前都要进?检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进?化学成分和拉伸试验的检查,合格后才能正常投??产。
不锈钢焊管
不锈钢焊管?家的焊接操作中,?临三?常见问题,缝不合格、未焊透或被烧穿、裂纹和?孔,下?我们了解下不锈钢焊管?产中有哪些常见的问题?
(?)焊缝不合格。焊缝不合格是因焊接?艺参数选择不当,或操作技术不熟练,导致焊缝?低宽窄不?,焊缝成形不良,背?焊缝下凹。造成焊缝减弱过多,使焊缝强度不够。
(?)未焊透或被烧穿。未焊透是主要有以下原因,?是电流过?,?是操作技术不熟练,焊接速度太快,对接间隙?,三是电弧过长或电弧未对准焊缝等,如果导致焊丝与基体?属未熔合在?起或焊接?属中局部未熔合的时候,该部位应及时进?补焊。烧穿的原因是因焊接电流过?,熔池温度过?,焊丝加?不及时,带钢对接间隙过?,焊接速度过慢等,导致焊缝上出现单个或连续的穿孔。使焊缝强度减弱,从?被烧穿。
(三)裂纹和?孔。裂纹的出现频率很?,?般裂纹分为热裂纹和冷裂纹两种。由于液体?属在凝固过程中或略低于固相线温度下,产?沿晶间边界的、断?上就会形成具有氧化?的热裂纹。在固态时发?相变,或有扩散氢存在,以及冷却时在过?的焊接收缩应?作?下,就会?成的具有穿晶性质的、断?发亮、没有氧化?的冷裂纹。如果在使?焊丝时不合乎标准,焊接时?温停留时间过长,造成氧化、过热和晶粒度过度长?,材料本?杂质较多,或材料本?易淬硬时均易产?裂纹。?在焊件、焊丝表?有油污、氧化?、铁锈等情况,或在潮湿环境中进?焊接,或者氩?纯度低,或氩?保护?不佳以及熔池?温氧化、飞溅等情况下都容易产??孔。
不锈钢焊管



贵州松润金属材料有限公司专业生产销售各种材质规格贵州不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法
2018-01-15
如何焊接改善钢管的质量,乂克服了酸洗对环境的污染?本文介绍不锈钢 焊管的焊接方法,希望对大家有帮助。
根据目前世界发展的趋势,光亮连续炉基本分为三种类型:
(1) 轨底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理, 小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护 气体。可以配备有对流冷却系统,以便较快地冷却钢管。
(2) 网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产 量约为0. 3-1. 0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。
(3) 马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加 热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。
氮弧焊
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钩极惰 性气体保护的氮弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在 化工、核工业和食品等工业中得到广泛应用。
焊接速度不高是氨弧焊的不足之处,为提高焊接速度,国外研究开发了多 种方法。其中111单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应 用。70年代徳国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明 显提高焊速。一般采用三电极焊炬的氨弧焊,焊接钢管壁厚S¥2mm,焊接速度 比单焊炬提高3-4倍,焊接质量也得以改善。氨弧焊与等离子焊组合可以焊接 更大壁厚的钢管,此外,在氨气中5-10%的氢气,再采用高频脉冲焊接电源, 也可提高焊接速度。
多焊炬氨弧焊适用于奥氏体和铁素体不锈钢管的焊接。
高频焊
高频焊用于碳钢焊管生产已经有40多年的历史,但用于焊接不锈钢管却是 较新的技术。其生产的经济性,使其产品更为广泛地用于建筑装饰、家用器具 和机械结构领域。
高频焊接具有较电源功率,对不同的材质、外径壁疗的钢管都能达到较高 的焊接速度。与氨弧焊相比,是其 焊接速度的10倍以上。因此,生产一般 用途的不锈钢管具有较高的生产率。
因为高频焊接速度高,给焊管内毛刺的去除带来困难。LI前,高频焊不锈 钢管尚不能为化工、核工业所接受,这也是其原因之一。
从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢 种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢 种。
组合焊接技术
不锈钢焊管的各种焊接方法均有各自的优点和不足。如何扬长避短,将儿 种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢焊管质量和生产效 率的要求,是当前不锈钢焊管技术发展的新趋势。
经过近儿年的探索研究,组合焊接工艺已取得了进展,日本、法国等 的不锈钢焊管生产已掌握了一定的组合焊接技术。
组合焊接方法有:氨弧焊加等离子焊、高频焊加等离子焊、高频预热加三 焊炬氮弧焊、高频预热加等离子加氨弧焊。组合焊接提高焊速十分显着。对于 采用高频预热的组合焊接钢管焊缝质量与常规的氮弧焊、等离子焊相当,焊接 操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备 衔接,投资成本低,效益好。



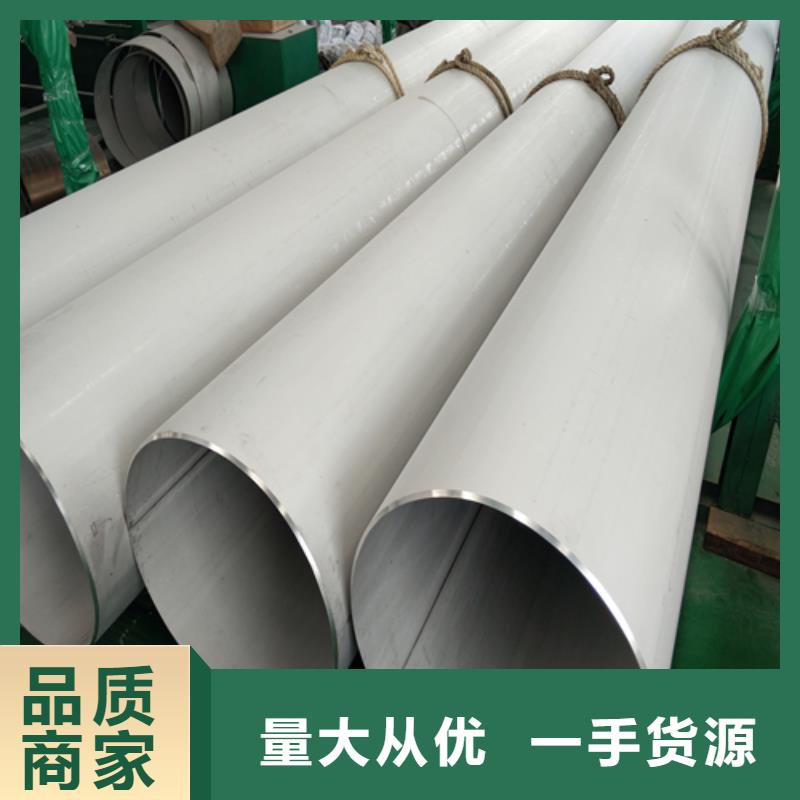
贵州松润金属材料有限公司专业生产销售各种材质规格贵州不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,大直径厚壁不锈钢焊管是一个明智的选择。
其次,大直径厚壁不锈钢焊管在研发和应用方面面临一些挑战。例如,焊管制造中的钢材、连接和涂层技术需要持续创新,以适应更加严苛的工业标准和客户需求。此外,焊管的使用寿命对于油气输送来说非常重要,对于高温、腐蚀等因素需要重点研究。
为了应对这些挑战,国内外科研团队们一直在从以下几个方面研发和应用大直径厚壁不锈钢焊管:
1. 钢材,连接和涂层技术的创新: 针对油气输送过程中的高压、高温、强腐蚀等环境,研究开发有机防腐材料和合金钢、普通不锈钢等新型焊管钢材,探究有效的材料连接方法和新的防腐涂层技术。
2. 焊管结构的改进:焊管的材料选择和制作技术的改进可以提高焊管的强度和耐腐蚀能力,例如采用带有层状结构、双重耐腐蚀层等结构的新型焊管。研究不锈钢晶粒的生长、相变行为、力学行为等,以正确控制焊管成形工艺中的微观治金组织及宏观物理性能分布。
3. 焊管的质量检测技术的提高:大直径厚壁不锈钢焊管作为油气输送领域内的重要组件,需要经过多项质量检测和校验,确保其能够满足行业标准和客户需求。目前,各类检测手段如彩超、X射线、超声波等已广泛应用在焊管检测领域,检测技术也不断更新和优化。
综上,大直径厚壁不锈钢焊管在油气输送领域中的研发和应用一直是国内外科研工作者们的重要课题,这也促进了我国油气输送领域的发展。未来,随着技术的不断革新和原材料的进一步优化,大直径厚壁不锈钢焊管将会在油气输送领域中扮演更加重要的角色。



贵州松润金属材料有限公司专业生产销售各种材质规格贵州不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,样计算不锈钢焊管所能承受的压?不锈钢焊管因其耐?压的特性被?泛的应?到各个?业,我们都知道不锈钢焊管是耐?压的,那么它到底能承受多?的压?呢?接下来,学习?下:1、计算公式:2X壁厚X(抗拉强度X40%)/外径2、316、316L、TP316、TP316L——抗拉强度:485MA3、321、304、304L——抗拉强度:520MA304不锈钢管的抗拉强度是520MPA316不锈钢管的抗拉强度是485MPA?不锈钢焊管能承受的?压除了材质不同能承受压?值??不?样之外;不锈钢焊管所承受的压?如何计算,外径和壁厚也是?常重要的因素,壁厚越厚,能承受的压?值越?,?如同样外径,10个厚的不锈钢管就?5个厚的不锈钢管能承受的?压要?的多;另外,还与外径有关,外径越?,能承受的压?值越?,?如同样的壁厚,外径越?能承受的压?值越?。不锈钢焊管所承受的压?如何计算:?压试验压?: P=2SR/D,S是指壁厚,r指抗拉强度的40%,D指外径;不锈钢焊管所承受的压?如何计算,下?举例说明:304不锈钢焊管规格:159*3P=2*520*0.4*3/159=7.84MPA316不锈钢焊管规格:159*3P=2*485*0.4*3/159=7.32MPA
今年在贵州省购买【不锈钢焊管不锈钢型材现货充裕】有了新选择,松润金属材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的【不锈钢焊管不锈钢型材现货充裕】产品。如需购买或咨询,请随时联系我们,联系人:李松-18063577345,QQ:565836924,地址:经济开发区汇通钢材市场A-113-7。